|
|
|
ОЋВЪДЪЬѕГхбЙМў
ВЙГфЃК0 фЏРРЃК14807 ЗЂВМЪБМфЃК2011-12-29
ЁЁЁЁЭЈЙ§ГхДВКЭФЃОпЖдАхВФЁЂДјВФЁЂЙмВФКЭаЭВФЕШЪЉМгЭтСІЃЌЪЙжЎВњЩњЫмадБфаЮЛђЗжРыЃЌДгЖјЛёЕУЫљашаЮзДКЭГпДчЕФЙЄМўЕФГЩаЮМгЙЄЗНЗЈЃЌЕУЕНЕФЙЄМўОЭЪЧГхбЙМўЁЃ ГхбЙМўЪЧППбЙСІЛњКЭФЃОпЖдАхВФЁЂДјВФЁЂЙмВФКЭаЭВФЕШЪЉМгЭтСІЃЌЪЙжЎВњЩњЫмадБфаЮЛђЗжРыЃЌДгЖјЛёЕУЫљашаЮзДКЭГпДчЕФЙЄМў(ГхбЙМў)ЕФГЩаЮМгЙЄЗНЗЈЁЃГхбЙКЭЖЭдьЭЌЪєЫмадМгЙЄ(ЛђГЦбЙСІМгЙЄ)ЃЌКЯГЦЖЭбЙЁЃГхбЙЕФХїСЯжївЊЪЧШШдўКЭРфдўЕФИжАхКЭИжДјЁЃ
НщЩм ЁЁЁЁШЋЪРНчЕФИжВФжаЃЌга60ЁЋ70%ЪЧАхВФЃЌЦфжаДѓВПЗжЪЧОЙ§ГхбЙжЦГЩГЩЦЗЁЃЦћГЕЕФГЕЩэЁЂЕзХЬЁЂгЭЯфЁЂЩЂШШЦїЦЌЃЌЙјТЏЕФЦћАќЁЂШнЦїЕФПЧЬхЁЂЕчЛњЁЂЕчЦїЕФЬњаОЙшИжЦЌЕШЖМЪЧГхбЙМгЙЄЕФЁЃвЧЦївЧБэЁЂМвгУЕчЦїЁЂздааГЕЁЂАьЙЋЛњаЕЁЂЩњЛюЦїУѓЕШВњЦЗжаЃЌвВгаДѓСПГхбЙМўЁЃ ЁЁЁЁГхбЙМўгыж§МўЁЂЖЭМўЯрБШЃЌОпгаБЁЁЂдШЁЂЧсЁЂЧПЕФЬиЕуЁЃГхбЙПЩжЦГіЦфЫћЗНЗЈФбгкжЦдьЕФДјгаМгЧПНюЁЂРпЁЂЦ№ЗќЛђЗБпЕФЙЄМўЃЌвдЬсИпЦфИеадЁЃгЩгкВЩгУОЋУмФЃОпЃЌЙЄМўОЋЖШПЩДяЮЂУзМЖЃЌЧвжиИДОЋЖШИпЁЂЙцИёвЛжТЃЌПЩвдГхбЙГіПзЮбЁЂЭЙЬЈЕШЁЃ ЁЁЁЁРфГхбЙМўвЛАуВЛдйОЧаЯїМгЙЄЃЌЛђНіашвЊЩйСПЕФЧаЯїМгЙЄЁЃШШГхбЙМўОЋЖШКЭБэУцзДЬЌЕЭгкРфГхбЙМўЃЌЕЋШдгХгкж§МўЁЂЖЭМўЃЌЧаЯїМгЙЄСПЩйЁЃ
ЁЁЁЁГхбЙЪЧИпаЇЕФЩњВњЗНЗЈЃЌВЩгУИДКЯФЃЃЌгШЦфЪЧЖрЙЄЮЛМЖНјФЃЃЌПЩдквЛЬЈбЙСІЛњЩЯЭъГЩЖрЕРГхбЙЙЄађЃЌЪЕЯжгЩДјСЯПЊОэЁЂНУЦНЁЂГхВУЕНГЩаЮЁЂОЋећЕФШЋздЖЏЩњВњЁЃЩњВњаЇТЪИпЃЌРЭЖЏЬѕМўКУЃЌЩњВњГЩБОЕЭЃЌвЛАуУПЗжжгПЩЩњВњЪ§АйМўЁЃ ЁЁЁЁГхбЙжївЊЪЧАДЙЄвеЗжРрЃЌПЩЗжЮЊЗжРыЙЄађКЭГЩаЮЙЄађСНДѓРрЁЃЗжРыЙЄађвВГЦГхВУЃЌЦфФПЕФЪЧЪЙГхбЙМўбивЛЖЈТжРЊЯпДгАхСЯЩЯЗжРыЃЌЭЌЪББЃжЄЗжРыЖЯУцЕФжЪСПвЊЧѓЁЃГЩаЮЙЄађЕФФПЕФЪЧЪЙАхСЯдкВЛЦЦХїЕФЬѕМўЯТЗЂЩњЫмадБфаЮЃЌжЦГЩЫљашаЮзДКЭГпДчЕФЙЄМўЁЃдкЪЕМЪЩњВњжаЃЌГЃГЃЪЧЖржжЙЄађзлКЯгІгУгквЛИіЙЄМўЁЃГхВУЁЂЭфЧњЁЂМєЧаЁЂРЩюЁЂеЭаЮЁЂа§бЙЁЂНУе§ЪЧМИжжжївЊЕФГхбЙЙЄвеЁЃГхбЙгУАхСЯЕФБэУцКЭФкдкадФмЖдГхбЙГЩЦЗЕФжЪСПгАЯьКмДѓЃЌвЊЧѓГхбЙВФСЯКёЖШОЋШЗЁЂОљдШЃЛБэУцЙтНрЃЌЮоАпЁЂЮоАЬЁЂЮоВСЩЫЁЂЮоБэУцСбЮЦЕШЃЛЧќЗўЧПЖШОљдШЃЌЮоУїЯдЗНЯђадЃЛОљдШбгЩьТЪИпЃЛЧќЧПБШЕЭЃЛМгЙЄгВЛЏадЕЭЁЃ
живЊвђЫи ЁЁЁЁдкЪЕМЪЩњВњжаЃЌГЃгУгыГхбЙЙ§ГЬНќЫЦЕФЙЄвеадЪдбщЃЌШчРЩюадФмЪдбщЁЂеЭаЮадФмЪдбщЕШМьбщВФСЯЕФГхбЙадФмЃЌвдБЃжЄГЩЦЗжЪСПКЭИпЕФКЯИёТЪЁЃ ЁЁЁЁФЃОпЕФОЋЖШКЭНсЙЙжБНггАЯьГхбЙМўЕФГЩаЮКЭОЋЖШЁЃФЃОпжЦдьГЩБОКЭЪйУќдђЪЧгАЯьГхбЙМўГЩБОКЭжЪСПЕФживЊвђЫиЁЃФЃОпЩшМЦКЭжЦдьашвЊНЯЖрЕФЪБМфЃЌетОЭбгГЄСЫаТГхбЙМўЕФЩњВњзМБИЪБМфЁЃ ЁЁЁЁФЃзљЁЂФЃМмЁЂЕМЯђМўЕФБъзМЛЏКЭЗЂеЙМђвзФЃОп(ЙЉаЁХњСПЩњВњ)ЁЂИДКЯФЃЁЂЖрЙЄЮЛМЖНјФЃ(ЙЉДѓСПЩњВњ)ЃЌвдМАбажЦПьЫйЛЛФЃзАжУЃЌПЩМѕЩйГхбЙЩњВњзМБИЙЄзїСПКЭЫѕЖЬзМБИЪБМфЃЌФмЪЙЪЪгУгкМѕЩйГхбЙЩњВњзМБИЙЄзїСПКЭЫѕЖЬзМБИЪБМфЃЌФмЪЙЪЪгУгкДѓХњСПЩњВњЕФЯШНјГхбЙММЪѕКЯРэЕигІгУгкаЁХњСПЖрЦЗжжЩњВњЁЃ ЁЁЁЁГхбЙЩшБИГ§СЫКёАхгУЫЎбЙЛњГЩаЮЭтЃЌвЛАуЖМВЩгУЛњаЕбЙСІЛњЁЃвдЯжДњИпЫйЖрЙЄЮЛЛњаЕбЙСІЛњЮЊжааФЃЌХфжУПЊОэЁЂНУЦНЁЂГЩЦЗЪеМЏЁЂЪфЫЭЕШЛњаЕвдМАФЃОпПтКЭПьЫйЛЛФЃзАжУЃЌВЂРћгУМЦЫуЛњГЬађПижЦЃЌПЩзщГЩИпЩњВњТЪЕФздЖЏГхбЙЩњВњЯпЁЃ
ЁЁЁЁдкУПЗжжгЩњВњЪ§ЪЎЁЂЪ§АйМўГхбЙМўЕФЧщПіЯТЃЌдкЖЬднЪБМфФкЭъГЩЫЭСЯЁЂГхбЙЁЂГіМўЁЂХХЗЯСЯЕШЙЄађЃЌГЃГЃЗЂЩњШЫЩэЁЂЩшБИКЭжЪСПЪТЙЪЁЃвђДЫЃЌГхбЙжаЕФАВШЋЩњВњЪЧвЛИіЗЧГЃживЊЕФЮЪЬтЁЃ ЁЁЁЁвЛАуЙЄМўдкГхбЙЙ§ГЬжаЃЌгЩгкГхбЙЙ§ГЬжаЃЌгШЦфЪЧдкРфЖЭГхбЙМгЙЄЙ§ГЬжаЃЌЮТЖШЛсКмПьЩ§ИпЃЌБиаыМгШѓЛЌгЭШѓЛЌЃЌШчЙћВЛЪЙгУШѓЛЌЖјжБНгГхбЙЃЌГ§ЙЄМўЙтНрЖШЪмЕНгАЯьЭтЃЌФЃОпЪйУќНЋЫѕЖЬЃЌЭЌЪБОЋЖШНЕЕЭЃЌЮЊДЫФЃОпЗНУцЕФИФНјНЋЭЖШыДѓСПЗбгУЁЃе§ЪЧгЩгкДЫжждвђЃЌЫљвддкРфЖЭГхбЙжаБиаывЊГхбЙШѓЛЌЁЃдкН№ЪєГхбЙГЩаЭЗНУцЃЌКмБЁЕФвЛВуАЎУРПЩЫЎЛљГхбЙШѓЛЌМСОЭПЩвдБЃЛЄФЃОпЃЌвђДЫШѓЛЌМСгУСПЛсМѕЩй50%вдЩЯЃЌЖјЧвБмУтСЫгУСПЙ§ЖрДјРДЕФРЫЗбЃЌЛЙНтОіСЫГЕМфећНрЮЪЬтЁЃФЃОпдкГхбЙЙ§ГЬжагЩгкФІВСЛсВњЩњШШЃЌетжжИпадФмЕФШѓЛЌМСЛсздЖЏеГзХгкЪмШШЕФЙиМќВПЮЛЃЌБЃЛЄФЃОпЃЌЦНОљМѕЩй25%ЕФФЃОпХзЙтЭЃЛњЪБМфЁЃКИНг-зщзАЃЌБэУцУЛгагЭЕФВПМўБугкКИНгКЭзщзАЁЃбаОПКЭЪЕМљБэУїАЎУРПЩН№ЪєМЋЖшадЦјЬхЕчЛЁКИЃЌЮйМЋЦјЬхБЃЛЄЕчЛЁКИЃЌЕчзшКИЕФгІгУЩЯЖМгаЩЯМбНсЙћЁЃ
ЬиЕу ЁЁЁЁГхбЙМўжївЊЪЧНЋН№ЪєЛђЗЧН№ЪєАхСЯЃЌНшжњбЙСІЛњЕФбЙСІЃЌЭЈЙ§ГхбЙФЃОпГхбЙМгЙЄГЩаЮЕФЃЌЫќжївЊгавдЯТЬиЕуЃК ЁЁЁЁ(1) ГхбЙМўЪЧдкВФСЯЯћКФВЛДѓЕФЧАЬсЯТЃЌОГхбЙжЦдьГіРДЕФЃЌЦфСуМўжиСПЧсЁЂИеЖШКУЃЌВЂЧвАхСЯОЙ§ЫмадБфаЮКѓЃЌН№ЪєФкВПЕФзщжЏНсЙЙЕУЕНИФЩЦЃЌЪЙГхбЙМўЧПЖШгаЫљЬсИпЁЃ
ЁЁЁЁ(2)ГхбЙМўОпгаНЯИпЕФГпДчОЋЖШЃЌЭЌФЃМўГпДчОљдШвЛжТЃЌгаНЯКУЕФЛЅЛЛадЁЃВЛашвЊНјвЛВНЛњаЕМгЙЄМДПЩТњзувЛАуЕФзАХфКЭЪЙгУвЊЧѓЁЃ ЁЁЁЁ(3)ГхбЙМўдкГхбЙЙ§ГЬжаЃЌгЩгкВФСЯЕФБэУцВЛЪмЦЦЛЕЃЌЙЪгаНЯКУЕФБэУцжЪСПЃЌЭтЙлЙтЛЌУРЙлЃЌетЮЊБэУцХчЦсЁЂЕчЖЦЁЂСзЛЏМАЦфЫћБэУцДІРэЬсЙЉСЫЗНБуЬѕМўЁЃ
ЩшМЦЕФддђ ЁЁЁЁ(1)ЩшМЦЕФГхбЙМўБиаыТњзуВњЦЗЪЙгУКЭММЪѕадФмЃЌВЂФмБугкзщзАМАаоХфЁЃ ЁЁЁЁ(2)ЩшМЦЕФГхбЙМўБиаыгаРћгкЬсИпН№ЪєВФСЯЕФРћгУТЪЃЌМѕЩйВФСЯЕФЦЗжжКЭЙцИёЃЌОЁПЩФмНЕЕЭВФСЯЕФЯћКФЁЃдкдЪаэЕФЧщПіЯТВЩгУМлИёЕЭСЎЕФВФСЯЃЌОЁПЩФмЪЙСуМўзіЕНЮоЗЯСЯМАЩйЗЯСЯГхВУЁЃ
ЁЁЁЁ(3)ЩшМЦЕФГхбЙМўБиаыаЮзДМђЕЅЃЌНсЙЙКЯРэЃЌвдгаРћгкМђЛЏФЃОпНсЙЙЁЂМђЛЏЙЄађЪ§СПЃЌМДгУзюЩйЁЂзюМђЕЅЕФГхбЙЙЄађЭъГЩећИіСуМўЕФМгЙЄЃЌМѕЩйдйгУЦфЫћЗНЗЈМгЙЄЃЌВЂгаРћгкГхбЙВйзїЃЌБугкзщжЏЪЕЯжЛњаЕЛЏгыздЖЏЛЏЩњВњЃЌвдЬсИпРЭЖЏЩњВњТЪЁЃ ЁЁЁЁ(4)ЩшМЦЕФГхбЙМўЃЌдкБЃжЄФме§ГЃЪЙгУЧщПіЯТЃЌОЁСПЪЙГпДчОЋЖШЕШМЖМАБэУцДжВкЖШЕШМЖвЊЧѓЕЭвЛаЉЃЌВЂгаРћгкВњЦЗЕФЛЅЛЛЃЌМѕЩйЗЯЦЗЁЂБЃжЄВњЦЗжЪСПЮШЖЈЁЃ ЁЁЁЁ(5)ЩшМЦЕФГхбЙМўЃЌгІгаРћгкОЁПЩФмЪЙгУЯжгаЩшБИЁЂЙЄвезАБИКЭЙЄвеСїГЬЖдЦфНјааМгЙЄЃЌВЂгаРћгкГхФЃЪЙгУЪйУќЕФбгГЄЁЃ
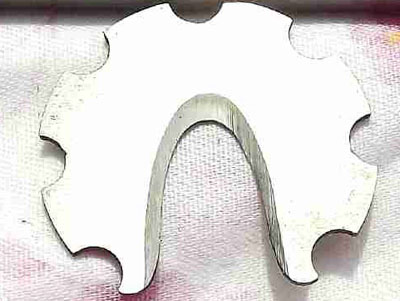
ГхбЙМўВњЩњЗСЯХЄЧњЕФдвђКЭвжжЦЗНЗЈ ЁЁЁЁ1.ГхбЙЪБВњЩњЗСЯЁЂХЄЧњЕФдвђ ЁЁЁЁдкМЖНјФЃжаЃЌЭЈЙ§ГхЧаГхбЙМўжмБпгрСЯЕФЗНЗЈЃЌРДаЮГЩГхМўЕФЭтаЮЁЃГхМўВњЩњЗСЯЁЂХЄЧњЕФжївЊдвђЮЊГхВУСІЕФгАЯьЁЃГхВУЪБЃЌгЩгкГхВУМфЯЖЕФДцдкЃЌВФСЯдкАМФЃЕФвЛВрЪмРЩь(ВФСЯЯђЩЯЧЬЧњ)ЃЌППЭЙФЃВрЪмбЙЫѕЁЃЕБгУаЖСЯАхЪБЃЌРћгУаЖСЯАхбЙНєВФСЯЃЌЗРжЙАМФЃВрЕФВФСЯЯђЩЯЧЬЧњЃЌДЫЪБЃЌВФСЯЕФЪмСІзДПіЗЂЩњЯргІЕФИФБфЁЃЫцаЖСЯАхЖдЦфбЙСЯСІЕФдіМгЃЌППЭЙФЃВржЎВФСЯЪмРЩь(бЙЫѕСІЧїгкМѕаЁ)ЃЌЖјАМФЃУцЩЯВФСЯЪмбЙЫѕ(РЩьСІЧїгкМѕаЁ)ЁЃГхбЙМўЕФЗзЊМДгЩгкАМФЃУцЩЯЕФВФСЯЪмРЩьЖјжТЁЃЫљвдГхВУЪБЃЌбЙзЁЧвбЙНєВФСЯЪЧЗРжЙГхМўВњЩњЗСЯЁЂХЄЧњЕФжиЕуЁЃ
ЁЁЁЁ2.вжжЦГхбЙМўВњЩњЗСЯЁЂХЄЧњЕФЗНЗЈ ЁЁЁЁ(1).КЯРэЕФФЃОпЩшМЦЁЃдкМЖНјФЃжа,ЯТСЯЫГађЕФАВХХгаПЩФмгАЯьЕНГхбЙМўГЩаЮЕФОЋЖШЁЃеыЖдГхбЙМўЯИаЁВПЮЛЕФЯТСЯЃЌвЛАуЯШАВХХНЯДѓУцЛ§жЎГхЧаЯТСЯЃЌдйАВХХНЯаЁУцЛ§ЕФГхЧаЯТСЯЃЌвдМѕЧсГхВУСІЖдГхбЙМўГЩаЮЕФгАЯьЁЃ ЁЁЁЁ(2).бЙзЁВФСЯЁЃПЫЗўДЋЭГЕФФЃОпЩшМЦНсЙЙЃЌдкаЖСЯАхЩЯПЊГіШнСЯМфЯЖ(МДФЃОпБеКЯЪБЃЌаЖСЯАхгыАМФЃЬљКЯЃЌЖјШнФЩВФСЯДІаЖСЯАхгыАМФЃЕФМфЯЖЮЊВФСЯКёt-0.03ЁЋ0.05mm)ЁЃШчДЫЃЌГхбЙжааЖСЯАхдЫЖЏЦНЮШЃЌЖјВФСЯгжПЩБЛбЙНєЁЃЙиМќГЩаЮВПЮЛЃЌаЖСЯАхвЛЖЈзіГЩЯтПщЪННсЙЙЃЌвдЗНБуНтОіГЄЪБМфГхбЙЫљЕМжТаЖСЯАхбЙСЯВПЮЛВњЩњЕФФЅ(бЙ)Ы№ЃЌЖјЮоЗЈбЙНєВФСЯЁЃ
ЁЁЁЁ(3).діЩшЧПбЙЙІФмЁЃМДЖдаЖСЯЯтПщбЙСЯВПМгКёГпДч(е§ГЃЕФаЖСЯЯтПщКёH+0.03mm)ЃЌвддіМгЖдАМФЃВрВФСЯЕФбЙСІЃЌДгЖјвжжЦГхЧаЪБГхбЙМўВњЩњЗСЯЁЂХЄЧњБфаЮЁЃ ЁЁЁЁ(4).ЭЙФЃШаПкЖЫВПаоГіаБУцЛђЛЁаЮЁЃетЪЧМѕЛКГхВУСІЕФгааЇЗНЗЈЁЃМѕЛКГхВУСІЃЌМДПЩМѕЧсЖдАМФЃВрВФСЯЕФРЩьСІЃЌДгЖјДяЕНвжжЦГхбЙМўВњЩњЗСЯЁЂХЄЧњЕФаЇЙћЁЃ ЁЁЁЁ(5).ШеГЃФЃОпЩњВњжаЃЌгІзЂвтЮЌЛЄГхЧаЭЙЁЂАМФЃШаПкЕФЗцРћЖШЁЃЕБГхЧаШаПкФЅЫ№ЪБЃЌВФСЯЫљЪмРгІСІНЋдіДѓЃЌДгЖјГхбЙМўВњЩњЗСЯЁЂХЄЧњЕФЧїЯђМгДѓЁЃ ЁЁЁЁ(6).ГхВУМфЯЖВЛКЯРэЛђМфЯЖВЛОљвВЪЧВњЩњГхбЙМўЗСЯЁЂХЄЧњЕФдвђЃЌашМгвдПЫЗўЁЃ
ЁЁЁЁ3.ЩњВњжаГЃМћОпЬхЮЪЬтЕФДІРэ ЁЁЁЁдкШеГЃЩњВњжаЃЌЛсгіЕНГхПзГпДчЦЋДѓЛђЦЋаЁ(гаПЩФмГЌГіЙцИёвЊЧѓ)вдМАгыЭЙФЃГпДчЯрВюНЯДѓЕФЧщаЮЃЌГ§ПМТЧГЩаЮЭЙЁЂАМФЃЕФЩшМЦГпДчЁЂМгЙЄОЋЖШМАГхВУМфЯЖЕШвђЫиЭтЃЌЛЙгІДгвдЯТМИИіЗНУцПМТЧШЅНтОіЁЃ ЁЁЁЁ(1).ГхЧаШаПкФЅЫ№ЪБЃЌВФСЯЫљЪмРгІСІдіДѓЃЌГхбЙМўВњЩњЗСЯЁЂХЄЧњЕФЧїЯђМгДѓЁЃВњЩњЗСЯЪБЃЌГхПзГпДчЛсЧїаЁЁЃ ЁЁЁЁ(2).ЖдВФСЯЕФЧПбЙЃЌЪЙВФСЯВњЩњЫмадБфаЮЃЌЛсЕМжТГхПзГпДчЧїДѓЁЃЖјМѕЧсЧПбЙЪБЃЌГхПзГпДчЛсЧїаЁЁЃ
ЁЁЁЁ(3).ЭЙФЃШаПкЖЫВПаЮзДЁЃШчЖЫВПаоГіаБУцЛђЛЁаЮЃЌгЩгкГхВУСІМѕЛКЃЌГхМўВЛвзВњЩњЗСЯЁЂХЄЧњЃЌвђДЫЃЌГхПзГпДчЛсЧїДѓЁЃЖјЭЙФЃЖЫВПЮЊЦНУц(ЮоаБУцЛђЛЁаЮ)ЪБЃЌГхПзГпДчЯрЖдЛсЧїаЁЁЃ ЁЁЁЁдкОпЬхЕФЩњВњЪЕМљжаЃЌгІеыЖдОпЬхЮЪЬтзїОпЬхЗжЮіЃЌДгЖјевГіНтОіЮЪЬтЕФЗНЗЈЁЃ ЁЁЁЁвдЩЯжївЊНщЩмСЫГхВУЪБЃЌГхМўВњЩњЗСЯЁЂХЄЧњЕФдвђМАНтОіЖдВпЁЃ
ЁЁЁЁ4.елЭфЪБГхбЙМўВњЩњЗСЯЁЂХЄЧњЕФдвђМАЖдВп ЁЁЁЁ(1).ГхВУЪБВњЩњЕФГхМўУЋБпЫљжТЁЃашбааоГхЧаШаПкЃЌВЂзЂвтМьВщГхВУМфЯЖЪЧЗёКЯРэЁЃ ЁЁЁЁ(2).ГхВУЪБвбВњЩњГхМўЕФЗСЯЁЂХЄЧњБфаЮЃЌЕМжТелЭфКѓГЩаЮВЛСМЃЌашДгГхВУЯТСЯЙЄЮЛзХЪжНтОіЁЃ ЁЁЁЁ(3).елЭфЪБГхбЙМўЪЇЮШЫљжТЁЃжївЊеыЖдUаЮМАVаЮелЭфЁЃДЫЮЪЬтЕФДІРэЃЌЖдГхбЙМўНјааелЭфЧАЕФЕМЮЛЁЂелЭфЙ§ГЬжаЕФЕМЮЛЃЌвдМАелЭфЙ§ГЬжабЙзЁВФСЯЗРжЙГхбЙМўдкелЭфЪБВњЩњЛЌвЦЪЧНтОіЮЪЬтЕФжиЕуЁЃ
ГхбЙМўМьбщЗНЗЈ ДЅУўМьбщ ЁЁЁЁгУИЩОЛЕФЩДВМНЋЭтИВИЧМўЕФБэУцВСИЩОЛЁЃМьбщдБашДїЩЯДЅУўЪжЬзбизХГхбЙМўзнЯђНєЬљГхбЙМўБэУцДЅУўЃЌетжжМьбщЗНЗЈШЁОігкМьбщдБЕФОбщЁЃБивЊЪБПЩгУгЭЪЏДђФЅБЛЬНжЊЕФПЩвЩЧјгђВЂМгвдбщжЄЃЌЕЋетжжЗНЗЈВЛЪЇЮЊвЛжжаажЎгааЇЕФПьЫйМьбщЗНЗЈЁЃ гЭЪЏДђФЅ ЁЁЁЁ1ЁЂЪзЯШгУИЩОЛЕФЩДВМНЋЭтИВИЧМўЕФБэУцВСИЩОЛЃЌШЛКѓДђФЅгУгЭЪЏЃЈ20ЁС20ЁС100mmЛђИќДѓЃЉ,гадВЛЁЕФЕиЗНКЭФбвдНгДЅЕНЕФЕиЗНгУЯрЖдНЯаЁЕФгЭЪЏДђФЅЃЈР§ШчЃК8ЁС100mmЕФАыдВаЮгЭЪЏЃЉ ЁЁЁЁ2ЁЂгЭЪЏСЃЖШЕФбЁдёШЁОігкБэУцзДПіЃЈШчДжВкЖШЃЌЖЦаПЕШЃЉЁЃНЈвщгУЯИСЃЖШЕФгЭЪЏЁЃгЭЪЏДђФЅЕФЗНЯђЛљБОЩЯбизнЯђНјааЃЌВЂЧвКмКУЕиЬљКЯГхбЙМўЕФБэУцЃЌВПЗжЬиЪтЕФЕиЗНЛЙПЩвдВЙГфКсЯђЕФДђФЅЁЃ ШсадЩДЭјЕФДђФЅ ЁЁЁЁгУИЩОЛЕФЩДВМНЋЭтИВИЧМўЕФБэУцВСИЩОЛЁЃгУШсадЩАЭјНєЬљГхбЙМўБэУцбизнЯђДђФЅжСећИіБэУцЃЌШЮКЮТщЕуЁЂбЙКлЛсКмШнвзЕиБЛЗЂЯжЁЃ
ЭПгЭМьбщ ЁЁЁЁгУИЩОЛЕФЩДВМНЋЭтИВИЧМўЕФБэУцВСИЩОЛЁЃдйгУИЩОЛЕФЫЂзгбизХЭЌвЛИіЗНЯђОљдШЕиЭПгЭжСГхбЙМўЕФећИіЭтБэУцЁЃАбЭПЭъгЭЕФГхбЙМўЗХдкЧПЙтЯТМьбщЃЌНЈвщАбГхбЙМўЪњдкГЕЩэЮЛжУЩЯЁЃгУДЫЗЈПЩКмШнвзЕиЗЂЯжГхбЙМўЩЯЕФЮЂаЁЕФТщЕуЁЂБёЬСЁЂВЈЮЦЁЃ ФПЪгМьбщ ЁЁЁЁФПЪгМьВтжївЊгУгкЗЂЯжГхбЙМўЕФЭтЙлвьГЃКЭКъЙлШБЯнЁЃ МьОпМьВт ЁЁЁЁНЋГхбЙМўЗХШыМьОпЃЌвРОнМьОпЫЕУїЪщВйзївЊЧѓЃЌЖдГхбЙМўНјааМьВтЁЃ ЦфЫћВЙГф |
|