
|
|
|
ОЋВЪДЪЬѕМгЧПНю
ВЙГфЃК0 фЏРРЃК24720 ЗЂВМЪБМфЃК2013-2-1
ЁЁЁЁЩшгкИпДѓЕФшьВФИЙАхЁЂжтАхЩЯЃЌ ЛђЙмаЮЙЙМўБкЩЯбижсЯђВМжУЕФаЭВФЁЃжївЊгУгкдіМгНсЙЙЕФЮШЖЈадЁЃ
ЁЁЁЁУћДЪНтЪЭ ЁЁЁЁдкНсЙЙЩшМЦЙ§ГЬжаЃЌПЩФмГіЯжНсЙЙЬхаќГіУцЙ§ДѓЃЌЛђПчЖШЙ§ДѓЕФЧщПіЃЌдкетбљЕФЧщПіЯТЃЌНсЙЙМўБОЩэЕФСЌНгУцФмГаЪмЕФИККЩгаЯоЃЌдђдкСННсКЯЬхЕФЙЋЙВДЙжБУцЩЯдіМгвЛПщМгЧПАхЃЌЫзГЦМгЧПРпЃЈдкЙЄГЬЩЯФюJINНюЃЉЃЌвддіМгНсКЯУцЕФЧПЖШЁЃ ЁЁЁЁ 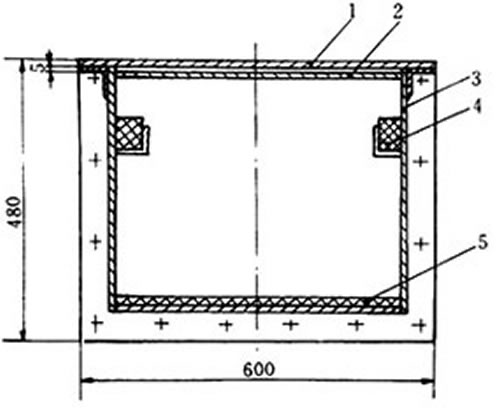 ЁЁЁЁМгЧПНюЕФзїгУ ЁЁЁЁ1ЁЂдкВЛМгДѓжЦЦЗБкКёЕФЬѕМўЯТЃЌдіЧПжЦЦЗЕФЧПЖШКЭИеадЃЌвдНкдМВФСЯгУСПЃЌМѕЧсжиСПЃЌНЕЕЭГЩБОЁЃ ЁЁЁЁ2ЁЂПЩПЫЗўжЦЦЗвђБкКёВюБ№ДјРДЕФгІСІВЛОљЫљдьГЩЕФжЦЦЗЭсХЄБфаЮЁЃ ЁЁЁЁ  ЁЁЁЁОйР§ЫЕУї ЁЁЁЁР§ШчГЇЗПИжНсЙЙЕФСЂжљгыКсСКНгКЯДІЃЌЛђЪЧж§ИжЁЂж§ЬњМўЕФСНДЙжБННж§УцЩЯЭЈГЃЖМЛсЩшгаМгЧПРпЁЃ ЁЁЁЁдкФЃОпЕФНсЙЙЩЯвВгагІгУЃЌЪЙгУМгЧПНюФмдіМгФЃОпЕФЪЙгУЪйУќЁЃ ЁЁЁЁдйШчЛьФ§ЭСНсЙЙЃЌТЅАхЕФОжВПдЄСєЖДПкЃЌдкЖДПкЕФЫФжмдіМгвЛЖЈСПЕФИжНюЃЌгУРДВЙЧПЃЌетбљгУРДВЙЧПЕФИжНюОЭГЦзіМгЧПНюЁЃ ЁЁЁЁ  ЁЁЁЁЙЙМўзїгУ ЁЁЁЁдкзЂЫмМўжа ЁЁЁЁЮЊШЗБЃЫмМўжЦЦЗЕФЧПЖШКЭИеЖШЃЌгжВЛжТЪЙЫмМўЕФБкдіКёЃЌЖјдкЫмМўЕФЪЪЕБВПЮЛЩшжУМгЧПНюЃЌВЛНіПЩвдБмУтЫмМўЕФБфаЮЃЌдкФГаЉЧщПіЯТЃЌМгЧПНюЛЙПЩвдИФЩЦЫмМўГЩаЭжаЕФЫмСЯСїЖЏЧщПіЁЃ ЁЁЁЁЮЊСЫдіМгЫмМўЕФЧПЖШКЭИеадЃЌФўПЩдіМгМгЧПНюЕФЪ§СПЃЌЖјВЛдіМгЦфБкКёЁЃ ЁЁЁЁ 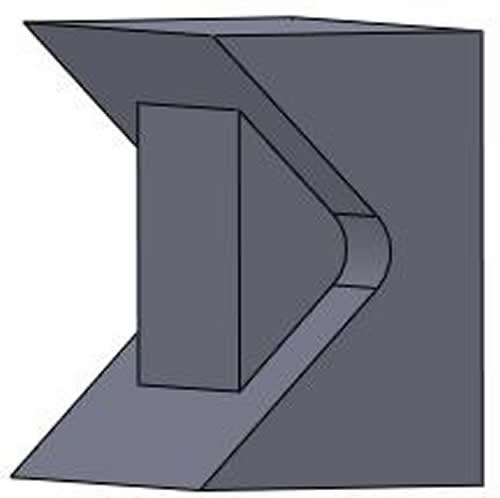 ЁЁЁЁЛљБОЩшМЦЪидђ ЁЁЁЁМгЧПНю(МгЧПРп)дкЫмНКВПМўЩЯЪЧВЛПЩЛђШБЕФЙІФмВПЗжЁЃМгЧПНюгааЇЕиШчЁАЙЄЁБзжЬњАудіМгВњЦЗЕФИеадКЭЧПЖШЖјЮоашДѓЗљдіМгВњЦЗЧаУцУцЛ§ЃЌЕЋУЛгаШчЁАЙЄЁБзжЬњАуГіЯжЕЙПлФбьЖГЩаЭЕФаЮзДЮЪЬтЃЌЖдвЛаЉОГЃЪмЕНбЙСІЁЂХЄСІЁЂЭфЧњЕФЫмНКВњЦЗгШЦфЪЪгУЁЃДЫЭтЃЌМгЧПНюИќПЩГфЕБФкВПСїЕРЃЌгажњФЃЧЛГфЬюЃЌЖдАяжњЫмСЯСїШыВПМўЕФжЇНкВПЗжКмДѓЕФзїгУЁЃ ЁЁЁЁМгЧПНювЛАуБЛЗХдкЫмНКВњЦЗЕФЗЧНгДЅУцЃЌЦфЩьеЙЗНЯђгІИњЫцВњЦЗзюДѓгІСІКЭзюДѓЦЋвЦСПЕФЗНЯђЃЌбЁдёМгЧПНюЕФЮЛжУврЪмжЦьЖвЛаЉЩњВњЩЯЕФПМТЧЃЌШчФЃЧЛГфЬюЁЂЫѕЫЎМАЭбФЃЕШЁЃМгЧПНюЕФГЄЖШПЩгыВњЦЗЕФГЄЖШвЛжТЃЌСНЖЫЯрНгВњЦЗЕФЭтБкЃЌЛђжЛеМОнВњЦЗВПЗжЕФГЄЖШЃЌгУвдОжВПдіМгВњЦЗФГВПЗжЕФИеадЁЃвЊЪЧМгЧПНюУЛгаНгЩЯВњЦЗЭтБкЕФЛАЃЌФЉЖЫВПЗжврВЛгІЭЛШЛжежЙЃЌгІИУНЅДЮЕиНЋИпЖШМѕЕЭЃЌжБжСЭъНсЃЌДгЖјМѕЩйГіЯжРЇЦјЁЂЬюГфВЛТњМАЩеНЙКлЕШЮЪЬтЃЌетаЉЮЪЬтОГЃЗЂЩњдкХХЦјВЛзуЛђЗтБеЕФЮЛжУЩЯЁЃ ЁЁЁЁМгЧПНюзюМђЕЅЕФаЮзДЪЧвЛЬѕГЄЗНаЮЕФжљЬхИНдкВњЦЗЕФБэУцЩЯЃЌВЛЙ§ЮЊСЫТњзувЛаЉЩњВњЩЯЛђНсЙЙЩЯЕФПМТЧЃЌМгЧПНюЕФаЮзДМАГпДчаывЊНјааИФБфЁЃ ЁЁЁЁМгЧПНюЕФСНБпБиаыМгЩЯГіФЃНЧвдМѕЕЭЭбФЃЖЅГіЪБЕФФІВССІЃЌЕзВПЯрНгВњЦЗЕФЮЛжУБиаыМгЩЯдВНЧвдЯћГ§гІСІМЏЙ§ЗнжаЕФЯжЯѓЃЌдВНЧЕФЩшМЦврИјгыСїЕРНЅБфЕФаЮзДЪЙФЃЧЛГфЬюИќЮЊСїГЉЁЃДЫЭтЃЌЕзВПЕФПэЖШаыНЯЯрСЌЭтБкЕФКёЖШЮЊаЁЃЌВњЦЗКёЖШгыМгЧПНюГпДчЕФЙиЯЕЭМaЫЕУїетИівЊЧѓЁЃЭМжаМгЧПНюГпДчЕФЩшМЦЫфШЛвбАДКЯРэЕФБШР§ЃЌЕЋЕБДгМгЧПНюЕзВПгыЭтБкЯрСЌЕФЮЛжУзївЛдВШІR1ЪБЃЌЭМжаПЩМћДЫВПЗнЯрЖдЭтБкЕФКёЖШдіМгДѓдМ50%ЃЌвђДЫЃЌДЫВПЗжГіЯжЫѕЫЎЮЦЕФЛњЛсЯрЕБДѓЁЃШчЙћНЋМгЧПНюЕзВПЕФПэЖШЯрЖдВњЦЗКёЖШМѕЩйвЛАы(ВњЦЗКёЖШгыМгЧПНюГпДчЕФЙиЯЕЭМb)ЃЌЯрЖдЮЛжУКёЖШЕФдіЗљМДМѕжСДѓдМ20%ЃЌЫѕЫЎЮЦГіЯжЕФЛњЛсврДѓЮЊМѕЩйЁЃгЩДЫв§ЩьГіЪЙгУСНЬѕЛђЖрЬѕАЋЕФМгЧПНюБШЪЙгУЕЅвЛЬѕИпЕФМгЧПНюНЯЮЊгХЪЄЃЌЕЋЕБЪЙгУЖрЬѕМгЧПНюЪБЃЌМгЧПНюжЎМфЕФОрРыБиаыНЯЯрНгЭтБкЕФКёЖШДѓЁЃМгЧПНюЕФаЮзДвЛАуЪЧЯИЖјГЄЃЌМгЧПНювЛАуЕФЩшМЦЭМЫЕУїЩшМЦМгЧПНюЕФЛљБОддђЁЃСєвтЙ§КёЕФМгЧПНюЩшМЦШнвзВњЩњЫѕЫЎЮЦЁЂПебЈЁЂБфаЮФгЧњМАМаЫЎЮЦЕШЮЪЬтЃЌврЛсМгГЄЩњВњжмЦкЃЌдіМгЩњВњГЩБОЁЃ ЁЁЁЁМгЧПНюЕФЩшМЦЗНЗЈ ЁЁЁЁМгЧПНювЛАуЕФЩшМЦ ЁЁЁЁМгЧПНю(МгЧПРп)ЕФзюМђЕЅЕФаЮзДЪЧвЛЬѕГЄЗНаЮЕФжљЬхИНдкВњЦЗЕФБэУцЩЯЃЌВЛЙ§ЮЊСЫТњзувЛаЉЩњВњЩЯЛђНсЙЙЩЯЕФПМТЧЃЌМгЧПНюЕФаЮзДМАГпДчаывЊИФБфГЩШчвдЯТЕФЭМвЛАуЁЃЃЈШБЭМЃЉ ЁЁЁЁГЄЗНаЮЕФМгЧПНюБиаыИФБфаЮзДЪЙЩњВњИќШнвз ЁЁМгЧПНюЕФСНБпБиаыМгЩЯГіФЃНЧвдМѕЕЭЭбФЃЖЅГіЪБЕФФІВССІЃЌЕзВПЯрНгВњЦЗЕФЮЛжУБиаыМгЩЯдВНЧвдЯћГ§гІСІЙ§ЗнМЏжаЕФЯжЯѓЃЌдВНЧЕФЩшМЦврИјгыСїЕРНЅБфЕФаЮзДЪЙФЃЧЛГфЬюИќЮЊСїГЉЁЃДЫЭтЃЌЕзВПЕФПэЖШаыНЯЯрСЌЭтБкЕФКёЖШЮЊаЁЃЌВњЦЗКёЖШгыМгЧПНюГпДчЕФЙиЯЕЭМaЫЕУїетИівЊЧѓЁЃЭМжаМгЧПНюГпДчЕФЩшМЦЫфШЛвбАДКЯРэЕФБШР§ЃЌЕЋЕБДгМгЧПНюЕзВПгыЭтБкЯрСЌЕФЮЛжУзївЛдВШІR1ЪБЃЌЭМжаПЩМћДЫВПЗнЯрЖдЭтБкЕФКёЖШдіМгДѓдМ50%ЃЌвђДЫЃЌДЫВПЗнГіЯжЫѕЫЎЮЦЕФЛњЛсЯрЕБДѓЁЃШчЙћНЋМгЧПНюЕзВПЕФПэЖШЯрЖдВњЦЗКёЖШМѕЩйвЛАыЃЌЯрЖдЮЛжУКёЖШЕФдіЗљМДМѕжСДѓдМ20%ЃЌЫѕЫЎЮЦГіЯжЕФЛњЛсврДѓЮЊМѕЩйЁЃгЩДЫв§ЩьГіЪЙгУСНЬѕЛђЖрЬѕАЋЕФМгЧПНюБШЪЙгУЕЅвЛЬѕИпЕФМгЧПНюНЯЮЊгХЪЄЃЌЕЋЕБЪЙгУЖрЬѕМгЧПНюЪБЃЌМгЧПНюжЎМфЕФОрРыБиаыНЯЯрНгЭтБкЕФКёЖШДѓЁЃМгЧПНюЕФаЮзДвЛАуЪЧЯИЖјГЄЃЌМгЧПНювЛАуЕФЩшМЦЭМЫЕУїЩшМЦМгЧПНюЕФЛљБОддђЁЃСєвтЙ§КёЕФМгЧПНюЩшМЦШнвзВњЩњЫѕЫЎЮЦЁЂПебЈЁЂБфаЮФгЧњМАМаЫЎЮЦЕШЮЪЬтЃЌврЛсМгГЄЩњВњжмЦкЃЌдіМгЩњВњГЩБОЁЃ ЁЁЁЁВњЦЗКёЖШгыГпДчЕФЙиЯЕ ЁЁЁЁГ§СЫвдЩЯЕФвЊЧѓЃЌМгЧПНюЕФЩшМЦвргыЪЙгУЕФЫмНКВФСЯгаЙиЁЃДгЩњВњЕФНЧЖШПДЃЌВФСЯЕФЮяРэЬиадШчШлНКЕФ№ЄЖШКЭЫѕЫЎТЪЖдМгЧПНюЩшМЦЕФгАЯьЗЧГЃДѓЁЃДЫЭтЃЌЫмСЯЕФШфЖЏ(creep)ЬиадДгНсЙЙЗНУцРДПДврЪЧвЛИіживЊЕФПМТЧвђЪ§ЁЃР§ШчЃЌДгЩњВњЕФНЧЖШПДЃЌМгЧПНюЕФИпЖШЪЧЪмжЦьЖШлНКЕФСїЖЏМАЭбФЃЖЅГіЕФЬиад(ЫѕЫЎТЪЁЂФІВСЯЕЪ§МАЮШЖЈад)ЃЌНЯЩюЕФМгЧПНювЊЧѓНКСЯгаНЯЕЭЕФШлНК№ЄЖШЁЂНЯЕЭЕФФІВСЯЕЪ§ЁЂНЯИпЕФЫѕЫЎТЪЁЃСэЭтЃЌдіМгГЄЕФМгЧПНюЕФГіФЃНЧвЛАугажњВњЦЗЖЅГіЃЌВЛЙ§ЃЌЕБГіФЃНЧВЛЖЯдіМгЖјЕзВПЕФРЋЖШЮЌГжВЛБфЪБЃЌВњЦЗЕФИеадЁЂЧПЖШЃЌвдМАПЩЖЅГіЕФУцЛ§МДЫцзХМѕЩйЁЃЖЅГіУцЛ§МѕЩйЕФЮЪЬтПЩДгдкВњЦЗМгЧПНюВПЗнМгЩЯЪ§ИіЖЅГіЭЙПщЛђЪЙгУНЯЙѓЕФБтЖЅеыЕУвдНтОіЃЌЭЌЪБдкЖЅГіЕФЗНЯђДђФЅЙтНрвргажњВњЦЗШнвзЖЅГіЁЃДгНсЙЙЗНУцПМТЧЃЌНЯЩюЕФМгЧПНюПЩдіМгВњЦЗЕФИеадМАЧПЖШЖјЮоаыДѓЗљдіМгжиСПЃЌЕЋгыДЫЭЌЪБЃЌВњЦЗЕФзюИпКЭзюЕЭЕуЕФЧќЧњгІСІ(bending stress)ЫцзХдіМгЃЌВњЦЗЩшМЦдБаыМЦЫуВЂПЯЖЈДЫВПЗнЕФЧќЧњгІСІВЛЛсГЌГіПЩНгЪмЕФЗЖЮЇЁЃ ЁЁЁЁДгЩњВњЕФНЧЖШПМТЧЃЌЪЙгУДѓСПЖЬЖјеЕФМгЧПНюБШНЯЪЙгУЪ§ИіЩюЖјРЋЕФМгЧПНюгХЪЄЁЃФЃОпЩњВњЪБ(гШЦфЪЧЪзАьФЃОп)ЃКМгЧПНюЕФРЋЖШ(вВгаПЩФмЩюЖШ)КЭЪ§СПгІОЁСПСєгатХЖюЃЌЕБЪдФЃЪБЗЂОѕВњЦЗЕФИеадМАЧПЖШгаЫљВЛзуЪБПЩЪЪЕБЕидіМгЃЌвђЮЊдкФЃОпЩЯШЅГ§ИжСЯБШЪЙгУЩеКИЛђМгЩЯВхШыМўЕШдіМгИжСЯЕФЗНЗЈРДЕУМђЕЅМАБувЫЁЃ ЁЁЁЁдіЧПЫмНКМўЧПЖШЕФЗНЗЈ ЁЁЁЁвдЯТЪЧМгЧПНюБЛжУьЖЫмНКВПМўБпдЕЕФЕиЗНПЩвдАяжњЫмСЯСїШыБпдЕЕФПеМфЁЃ ЁЁЁЁжУьЖЫмНКВПМўБпдЕЕиЗНЕФМгЧПНю ЁЁЁЁВЛЭЌВФСЯЕФЩшМЦвЊЕу ЁЁЁЁABS ЁЁЁЁМѕЩйдкжївЊЕФВПМўБэУцЩЯГіЯжЫѕЫЎЧщаЮЃЌРпЙЧЕФКёЖШгІВЛПЩЪЧЯрНЛЕФНКСЯКёЖШЕФ50%вдЩЯЃЌдквЛаЉЗЧОіЖЈадЕФБэУцРпЙЧКёЖШПЩзюЖрЕН70% ЁЃдкБЁНКСЯНсЙЙадЗЂХнЫмНКВПМўЃЌРпЙЧПЩДяЯрНЛУцСЯКёЕФ80%ЁЃ КёНКСЯРпЙЧПЩДя100%ЁЃРпЙЧЕФИпЖШВЛгІИпьЖНКСЯКёЕФШ§БЖЁЃЕБГЌЙ§СНЬѕРпЙЧЕФЪБКђЃЌРпЙЧжЎМфЕФОрРыгІВЛаЁьЖНКСЯКёЖШЕФСНБЖЁЃРпЙЧЕФГіФЃНЧгІНщКѕЕЅБпжСвдБуьЖЭбФЃШнвзЁЃ ЁЁЁЁABSМгЧПНюЕФЩшМЦвЊЕу ЁЁЁЁPA ЁЁЁЁЕЅЖРЕФРпЙЧИпЖШВЛгІЪЧРпЙЧЕзВПКёЖШЕФШ§БЖЛђвдЩЯЁЃдкШЮКЮвЛЬѕРпЙЧЕФссУцЃЌЖМгІИУЩшжУвЛаЉаЁРпЙЧЛђАМВлЃЌвђРпЙЧдкРфШДЪБЛсдкБГУцдьГЩАМКлЃЌгУФЧаЉРпЙЧКЭАМВлПЩвдзїзАЪЮгУЭОЖјЯћГ§ЫѕЫЎЕФШБЯнЁЃ ЁЁЁЁPBT ЁЁЁЁКёЕФРпЙЧОЁСПБмУтвдУтВњЩњЦјХнЃЌЫѕЫЎЮЦКЭгІСІМЏжаЁЃЗНЪНЕФПМТЧЪЧЛсЯожЦСЫРпЙЧГпДчЁЃдкБкКёьЖ3.2mm (1/8 in) вдЯТРпЙЧКёЖШВЛгІГЌЙ§БкКёЕФ60%ЁЃдкБкКёГЌЙ§3.2mmЕФРпЙЧВЛгІГЌЙ§40%ЁЃРпЙЧИпЖШгІВЛГЌЙ§ЙЧКёЕФ3БЖЁЃРпЙЧгыНКБкСНБпЕФЕиЗНвдвЛИі0.5mm(0.02 in) ЕФRРДЯрСЌНгЃЌЪЙЫмСЯСїЖЏГЉЫГКЭМѕЕЭФкгІСІЁЃ ЁЁЁЁPC ЁЁЁЁвЛАуЕФРпЙЧКёЖШЪЧШЁОіьЖЫмСЯСїГЬКЭБкКёЁЃШєКмЖрРпЙЧгІгУьЖВЙЧПзїгУЃЌБЁЕФРпЙЧЪЧБШКёЕФвЊКУЁЃPCРпЙЧЕФЩшМЦПЩШўПМЯТЭМPSЕФРпЙЧЩшМЦвЊЕуЁЃ ЁЁЁЁPS ЁЁЁЁРпЙЧЕФКёЖШВЛгІГЌЙ§ЦфЯрНгБкКёЕФ50%ЁЃОбщИцЫпЮвУЧЮЅЗДвдЩЯЕФжИв§дкБэУцЩЯЛсГіЯжЙтдѓВЛвЛЯжЯѓЁЃ ЁЁЁЁPSжУьЖжаЮЛЕФРпЙЧЩшМЦвЊЕу PSжУьЖБпЮЛЕФРпЙЧЩшМЦвЊЕу ЁЁЁЁPSU ЁЁЁЁРпЙЧЪЧПЩвддіЧПСЫВњЦЗЕФзВЛїЧПЖШКЭРћгУзюОМУЕФГЩБОДяжТгааЇЕФНсЙћЁЃВЛСМЕФЩшМЦЪЧЛсЪЙБэУцгаЪеЫѕКлКЭЗЧЦкЭћЕФзВЛїЧПЖШЁЃ ЦфЫћВЙГф |
|