|
|
|
精彩词条硫化
补充:0 浏览:18323 发布时间:2013-9-5
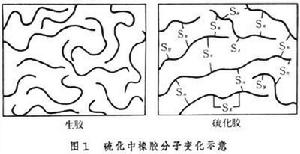
硫化条件 定义 “硫化”一词有其历史性,因最初的天然橡胶制品用硫磺作交联剂进行交联而得名,随着橡胶工业的发展,现在可以用多种非硫磺交联剂进行交联。因此硫化的更科学的意义应是“交联”或“架桥”,即线性高分子通过交联作用而形成的网状高分子的工艺过程。从物性上即是塑性橡胶转化为弹性橡胶或硬质橡胶的过程。“硫化”的含义不仅包含实际交联的过程,还包括产生交联的方法。 概述 橡胶大分子在加热下与交联剂硫磺发生化学反应,交联成为立体网状结构的过程。经过硫化后的橡胶称硫化胶。硫化是橡胶加工中的最后一个工序,可以得到定型的具有实用价值的橡胶制品。在橡胶的网状结构中,硫磺交联键(其中硫的原子数n≥1;而未交联的硫原子数为Sx或Sy)的密度,决定着橡胶的硫化程度。后者在工艺实践中,是以胶料宏观的物理机械性能或橡胶粘度的变化来判断的。 硫化条件 影响硫化过程的主要因素是硫磺用量、硫化温度及硫化时间。①硫磺用量。其用量越大,硫化速度越快,可以达到的硫化程度也越高。硫磺在橡胶中的溶解度是有限的,过量的硫磺会由胶料表面析出,俗称“喷硫”。为了减少喷硫现象,要求在尽可能低的温度下,或者至少在硫磺的熔点以下加硫。根据橡胶制品的使用要求,硫磺在软质橡胶中的用量一般不超过3%,在半硬质胶中用量一般为20%左右,在硬质胶中的用量可高达40%以上。②硫化温度。若温度高10℃,硫化时间约缩短一半。由于橡胶是不良导热体,制品的硫化进程由于其各部位温度的差异而不同。为了保证比较均匀的硫化程度,厚橡胶制品一般采用逐步升温、低温长时间硫化。③硫化时间。这是硫化工艺的重要环节。时间过短,硫化程度不足(亦称欠硫)。时间过长,硫化程度过高(俗称过硫)。只有适宜的硫化程度(俗称正硫化),才能保证最佳的综合性能。 硫化过程 可分为四个阶段,各有特点。 通过胶料定伸强度的测量(或硫化仪)可以看到,整个硫化过程可分为硫化诱导,预硫,正硫化和过硫(对天然胶来说是硫化返原)四个阶段。
硫化时间-定伸强度 硫化诱导期(焦烧时间)内,交联尚未开始,胶料有很好的流动性。这一阶段决定了胶料的焦烧性及加工安全性。这一阶段的终点,胶料开始交联并丧失流动性。硫化诱导期的长短除与生胶本身性质有关,主要取决于所用助剂,如用迟延性促进剂可以得到较长的焦烧时间,且有较高的加工安全性。 硫化诱导期以后便是以一定速度进行交联的预硫化阶段。预硫化期的交联程度低,即使到后期硫化胶的扯断强度,弹性也不能到达预想水平,但撕裂和动态裂口的性能却比相应的正硫化好。
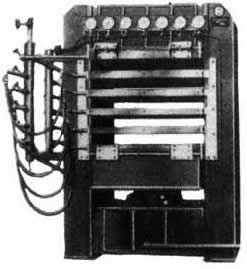
硫化中橡胶分子变化图 到达正硫化阶段后,硫化胶的各项物理性能分别达到或接近最佳点,或达到性能的综全平衡。 正硫化阶段(硫化平坦区)之后,即为过硫阶段,有两种情况:天然胶出现“返原”现象(定伸强度下降),大部分合成胶(除丁基胶外)定伸强度继续增加。 对任何橡胶来说,硫化时不只是产生交联,还由于热及其它因素的作用产生产联链和分子链的断裂。这一现象贯穿整个硫化过程。在过硫阶段,如果交联仍占优势,橡胶就发硬,定伸强度继续上升,反之,橡胶发软,即出现返原 硫化方法 按硫化条件可分为冷硫化、室温硫化和热硫化三类。冷硫化可用于薄膜制品的硫化,制品在含有2%~5%氯化硫的二硫化碳溶液中浸渍,然后洗净、干燥即可。室温硫化时,硫化过程在室温和常压下进行,如使用室温硫化胶浆(混炼胶溶液)进行自行车内胎接头、修补等。热硫化是橡胶制品硫化的主要方法。根据硫化介质及硫化方式的不同,热硫化又可分为直接硫化、间接硫化和混气硫化三种方法。①直接硫化,将制品直接置入热水或蒸汽介质中硫化。②间接硫化,制品置于热空气中硫化,此法一般用于某些外观要求严格的制品,如胶鞋等。③混气硫化,先采用空气硫化,而后再改用直接蒸汽硫化。此法既可以克服蒸汽硫化影响制品外观的缺点,也可以克服由于热空气传热慢,而硫化时间长和易老化的缺点。 上述硫化方法均属于间歇生产,有些长度不限的橡胶制品可以连续硫化,如压出制品的盐浴硫化、沸腾床硫化、微波或高频硫化、胶带及胶板的鼓式硫化机硫化等。除硫磺硫化外,橡胶制品还可采用无硫硫化、高能射线硫化等,但其应用面均有限。 设备 国内的主要硫化设备主要有平板硫化机、传统圆模缸式硫化机、新式圆模硫化机,国际先进的的鼓式硫化机等设备;我国国内现在主要采用的是平板硫化和传统圆模缸式硫化机。
平板硫化机 2006年,桂林橡胶机械厂开发的1725液压硫化机,通过了广西壮族自治区科学技术厅组织的鉴定。鉴定委员会一致认为,该产品填补了中国国内空白,产品性能达到国际先进水平,是硫化高等级载重子午胎的理想设备,在国际市场上具有较强的竞争力。 该产品具有如下特点,机架受力合理,每个硫化室有一个独立的框架来承受合模力;刚性好,上横梁和底座变形小;中心机构设计新颖,具有独创性,与装胎、卸胎机械手自动找正对中,提高了定位精度;硫化室结构新颖,采用下蒸汽室包容上蒸汽室的结构,改变了传统密封形式,从而提高了密封效果、使用寿命和安全性;将模具活络块安装在下蒸汽室,提高了模具使用寿命和安全性,又便于模具的清理;液压系统的元件全部采用先进可靠元件,运行平稳;电气系统采用国际先进的控制元件,设备的开合模位置、机械手升降位置、中心机构上环升降位置采用直线位移传感器控制,保证了定位精度和可靠性;采用国际先进的光栅安全监控技术,保证了操作人员的安全。目前该产品已通过欧盟的'CE'认证,硫化室已通过欧盟的压力容器认证。
个体硫化机 硫化促进剂 硫化促进剂是一类能加快硫化反应速度,缩短硫化时间,降低硫化温度,减少硫化剂用量,并能提高或改善硫化胶物理机械性能的助剂。按其性质和化学组成可分为无机促进剂和有机促进剂两大类。无机促进剂使用最早,但因促进效果小,硫化胶性能差.现基本被有机促进剂所取代。随着合成橡胶品种和用途的不断发展,现有促进剂名目繁杂,根据促进剂的化学结构通常将其分为噻唑类、秋兰姆类、次磺酰胺类、胍类、二硫代氨基甲酸盐类、醛胺类、黄原酸盐类和硫脲。含仲胺基的传统促进剂NOBS、DIBS、TNTD、TETD 等被认为对健康存在潜在危害,因此寻找这些促进剂的替代品或者开发无亚硝胺促进剂的问题受到国际广泛关注。美国惠利实公司推出的新型促进剂N-叔丁基-2-双苯并噻唑次磺酰胺,是含仲胺基传统促进剂的最好替代品。此外美国的孟山都公司、固特异公司和尤尼罗伊尔公司及德国的拜尔公司和莱茵化学公司也相继生产出了各种无亚硝胺毒性的复配促进剂。中国的淄博颖汇橡胶助剂公司开发成功了伯胺基非致癌促进剂NS.给替代仲胺基致癌性促进剂创造了条件。南京化工厂对非致癌促进剂的开发已经取得可喜进展,存在的主要问题是对非亚硝胺型促进剂多品种的开发和NS等促进剂替代技术的研究及其替换速度进展缓慢,与发达国家相距甚远。
硫化促进剂 其他补充 |
|